智能鋁型材切割機製造商
提供鋁型材切割一站式(shì)解決方案
24小(xiǎo)時服務熱線:
18688292355
[ 掃一掃查看 ]
智能鋁型材切割機製造商
提供鋁型材切割一站式(shì)解決方案
24小(xiǎo)時服務熱線:
18688292355
[ 掃一掃查看 ]
H
熱銷產品



H
熱點新聞C
聯係我們材(cái)切割機之型材切割(gē)機的應用方(fāng)法與(yǔ)流程

背(bèi)景技術(shù):
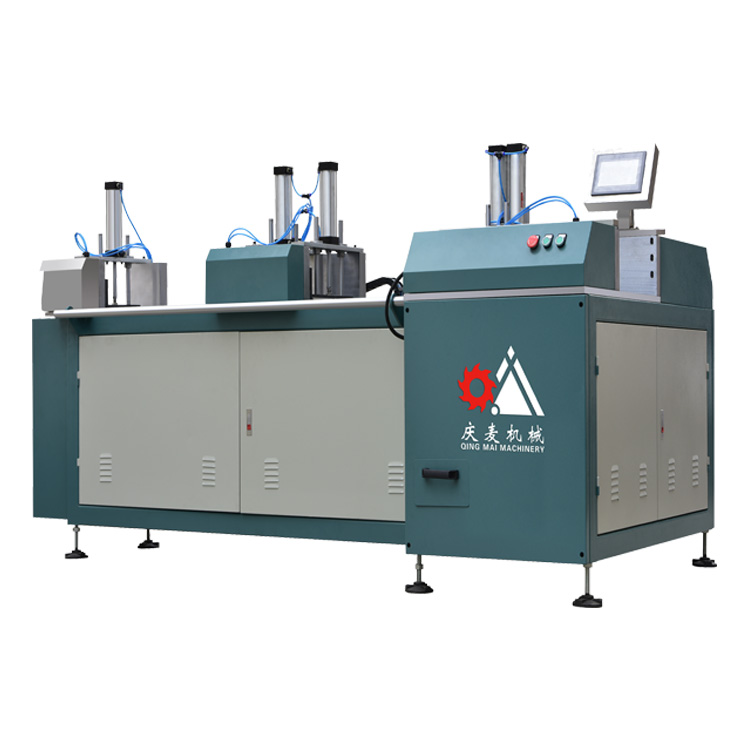
型材切割機(jī)適合鋸切各種異(yì)型金屬鋁、鋁合金、銅(tóng)、銅合金、非金屬塑(sù)膠及碳纖等材料,特(tè)別適用於鋁(lǚ)門窗、相框、塑鋼材、電木板、鋁擠型、紙管及型材之鋸切;手持壓把料(liào)鋸(jù)料,材料不易變形、損耗低;可作90°直切,90°--45°左向或右向任意斜切等等。砂輪(lún)切割機可對對金屬方扁管、方扁(biǎn)鋼、工字鋼,槽型鋼,碳元(yuán)鋼、元管等材料的(de)切割。型材切割機主要由三大部分構成,即切割部分、夾緊部分和傳動(dòng)部分;切割部分是由電極帶動砂輪旋轉,由雙向氣缸控製砂輪上下移動(dòng)完成切割。在切割過程中,因為配電櫃內部框架所需的型材(cái)外(wài)形不一,如槽型鋼、九折鋼等,而切割機的(de)夾緊部分通常是固(gù)定不變的(de),因此在生(shēng)產加工配電櫃框架型材時,需要多台加工設備進行不同類型的型材切割,大大提高了生產成本;並且(qiě)傳(chuán)統的夾緊部分在切割過程中因(yīn)為切割部分與型材的相互作用,很容易(yì)導致夾緊部分失效或是受損,降低了加工效率,
技術(shù)實現要素:
一種型材切割機的應(yīng)用方法,包括以下步驟:型材由傳動(dòng)件滑動進入到切割操作台上,當型材移動到(dào)正確的切割位置時,雙向氣(qì)缸的兩側的輸出(chū)端向外伸(shēn)展,同時帶動第一連杆和(hé)第二連杆向雙向(xiàng)氣缸(gāng)的(de)反方向(xiàng)移動,在第一連杆的帶動下,夾持塊開始向下移動,並對型材的上表麵進行夾(jiá)持,然後(hòu)通過對第一聯動杆以及第(dì)二聯(lián)動杆的(de)調節,確保鋸片(piàn)正對切割槽(cáo),然後啟動舉升氣缸,帶動電機向上移動,直至鋸片局部突出於切割槽,啟(qǐ)動電機,鋸片與型材發(fā)生接觸,直至完成對型材的切割工序;
其(qí)中,在所述機架中部開有凹槽,凹槽底(dǐ)部設有支撐板,且在支撐板上表麵設置有切割操作台,在所述(shù)切割操作台上安裝傳動(dòng)件,在所述支(zhī)撐板上安裝有雙向氣缸,在凹槽的兩側壁上均設有固定板,雙向氣缸的(de)輸出端連接有第一連杆和第二連杆,第一連杆的一端和第二連杆(gǎn)鉸接,第一連杆的另一端(duān)與夾持塊鉸接,第二連杆的另一端與固定板鉸接,所述夾(jiá)持塊中部轉動設置在機架內,固定板安裝在(zài)機架底部,還包括第一聯動杆、第二聯動杆以及設置在切割操作台上(shàng)的兩個傳動件,切割操作台底(dǐ)部開有空腔,固定塊滑動設置在(zài)空腔(qiāng)內,且在固定塊上設置有舉(jǔ)升氣缸,舉升氣缸的輸出端上安裝有電機,電機(jī)的輸出端上連接有鋸片(piàn),在切割操作台的上表(biǎo)麵開有兩個與(yǔ)傳動件相平行且與空腔連通的排屑槽,與空腔連通的切割槽位於(yú)兩個排屑槽之間,第一聯動杆與第二聯(lián)動杆相互垂直,且第一聯動杆活動貫穿支撐板進入(rù)至空腔內後與固定塊的一側邊連接,第二聯動杆活動貫穿支撐板進入(rù)至空腔內後與固定(dìng)塊(kuài)另一側邊連接。
切割工(gōng)序(xù)完畢後,雙向氣缸(gāng)兩側的輸出端向內回收,帶動第(dì)一連杆和第(dì)二連杆向雙向氣缸的方向移動,在第一連杆(gǎn)的帶(dài)動下,轉動設置的夾持塊開始向上移動,鬆(sōng)開了對型材的夾持,使得型材在傳動件的傳送下繼續下一次夾持切割,連杆結構減小了切割部分與型(xíng)材接觸時產生的相互作用力對夾緊部分的衝擊,避免夾緊部分受損;而切割過程中會產生的大量碎(suì)屑直接由排屑槽(cáo)直接進入機架內部(bù),最後由機架內部的(de)收(shōu)集設備集中處理。
所(suǒ)述傳動(dòng)件包括底板,在所述底板上表麵開有凹槽,凹槽內滾動設置有滾輪。傳動件采用滾動傳動方式,滾輪在光滑的凹槽內自由轉動,型(xíng)材與(yǔ)滾輪利用滾動摩擦小(xiǎo)於滑動摩擦原理,方便工作人員快(kuài)速傳送。
請撥打熱線18688292355,或讓我們聯係(xì)您!


